This is the second Case Study in our series on the new ASME Y14.49 supplemental standard.
An engine cylinder bore is one of the most critical surfaces/geometries in the world.
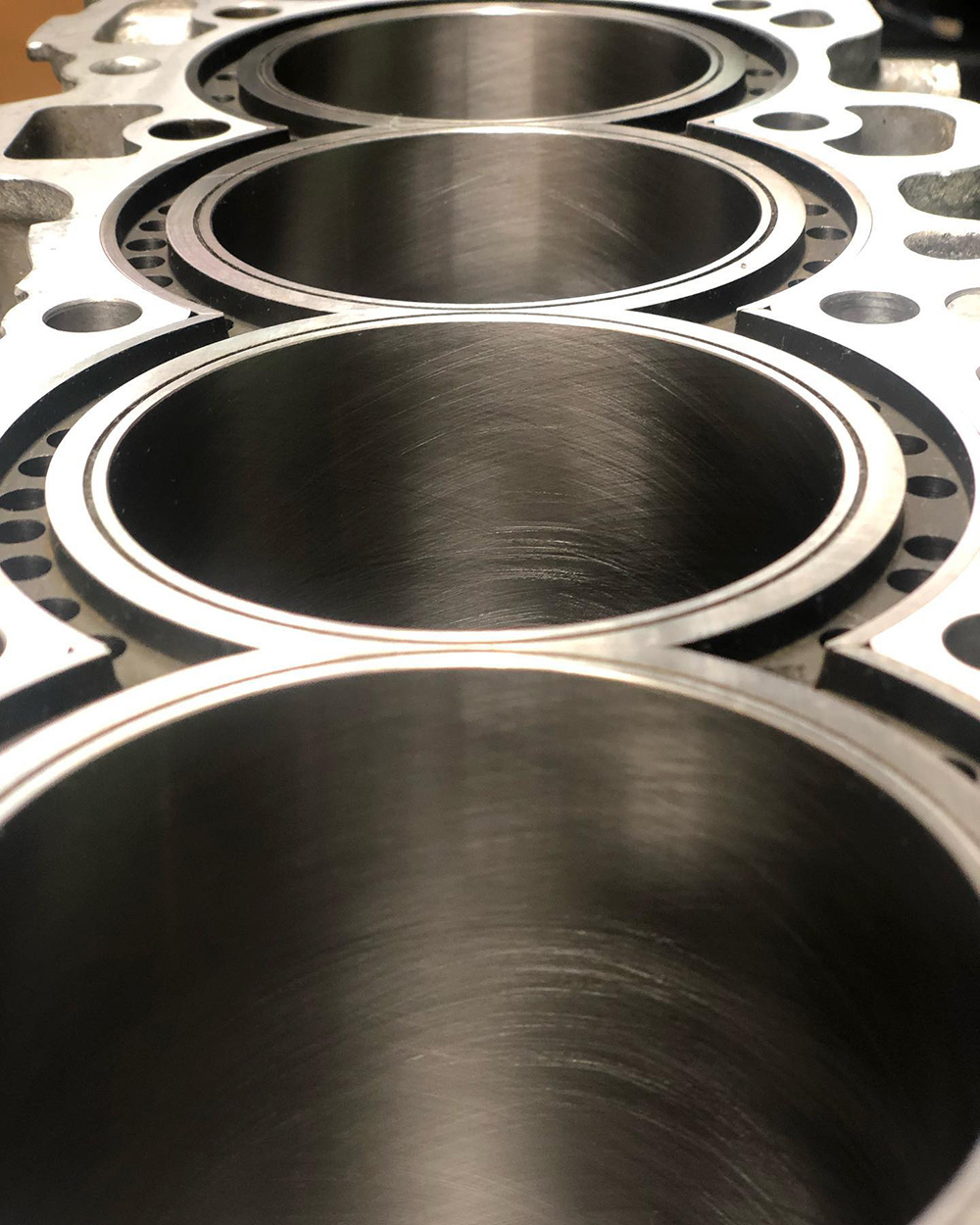
Courtesy QMP Racing
The interface between the bores and the mating piston rings is essential to 90% of the world’s transportation…and is responsible for approximately 30% of the world’s energy usage.
So, what would happen if almost every cylinder bore in the world was out of spec?
That sounds like a crazy idea, but it’s actually quite likely the case if we follow ASME Y14.5-2018 Section 4.2, Fundamental Rule ‘S.’ Here’s why.
Roundness is critical for sealing
An internal combustion engine relies on piston rings sealing against a round/cylindrical bore.
Since the rings only contact the bore along a thin circle, it’s actually more important to control roundness than cylindricity.

Courtesy Total Seal Piston Rings
It would seem logical, then, to impose tight controls on cylinder bore roundness to ensure sealing. For many applications, this means controlling roundness to somewhere around 5 microns (peak to valley)…and that brings us to the problem:
Cylinder bores also need deep valleys
While the upper surface is critical for sealing, cylinder bore surfaces also need deep valleys to carry lubrication.
A plateau honed surface texture is common across many gasoline and diesel engines. This texture is made up of a smooth upper running surface, with valleys often on the order of 8–10 µm deep (or even more) for lubrication.

3D printed sample of a plateau honed surface.
Plasma “spray bore,” also known by the trademark SUMEbore, is another bore texture that is common in many engines that you see on the highway today. These surfaces are distinguished by a very smooth upper surface and extremely deep pores, often as deep as 100 µm. They can be found in cylinder bores produced by companies such as Nissan, Stellantis, Mercedes Benz, Porsche, and Volkswagen… as well as many racing engines.

3D printed sample of a plasma spray bore (SUMEbore).
ASME Y14.5 requires us to include the pores in the roundness
The problem is that the ASME Y14.5-2018 4.1 fundamental rule ‘S’ says that, unless otherwise specified, the concept of “roundness” includes all surface features, including texture and flaws.
Which brings us to the problem.
- The piston ring requires roundness control – typically on the order of 5 µm or less for sealing.
- We also need roughness (particularly valleys) for lubrication retention: valleys up to 8–10 µm deep for the plateau honed surface, pores up to and beyond 100 µm deep for the plasma surface.
- Y14.5-2018 says that roundness needs to include the roughness and flaws.
If we include the roughness in the roundness, we will report very large roundness values! In fact, we would have to fail most of our cylinder bores for excessive out-of-roundness…even though they would function perfectly.
Here’s a roundness plot that would be typical of a plasma bore if we followed rule ‘S’.
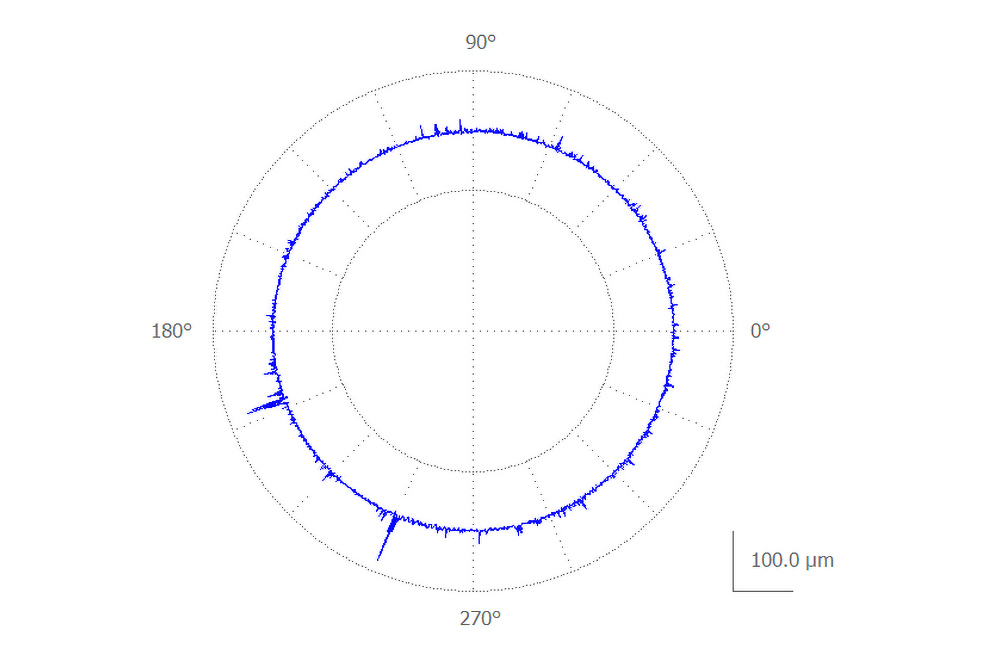
This analysis of roundness is not that helpful, for a few reasons:
- The porosity, while critical for lubrication, does not affect the roundness perceived by the piston ring. The pores never contact the piston ring, so they should not be considered in the assessment of roundness.
- Much of the peak material will wear away during the breaking-in process, which is necessary to finally seat the rings and to clean up any distortion. The picture below shows a shiny, broken-in region on a cylinder bore sample (center). In this region the peaks are worn away, but the valleys remain.

Photo courtesy Lake Speed Jr. at SpeedDiagnostix
If we want to analyze the roundness that matters for this application, we need a way to exclude the high peak material and the pores, leaving just the shape of the material that the piston rings will “feel” after break-in. That’s where Y14.49 comes in!
How ASME Y14.49 can help
The ASME Y14.49 supplemental specification allows us to specify and control the surface shapes that matter. In this case we are interested in controlling the shape of the bore:
- excluding the deep pores, and
- ignoring the peaks that will be lost during break-in.
Y14.49 defines a “Supplemental Specification Frame” (SSF) to enhance GD&T callouts such as roundness, addressing the requirements we listed above and to make sure we’re only assessing the shapes that we care about.
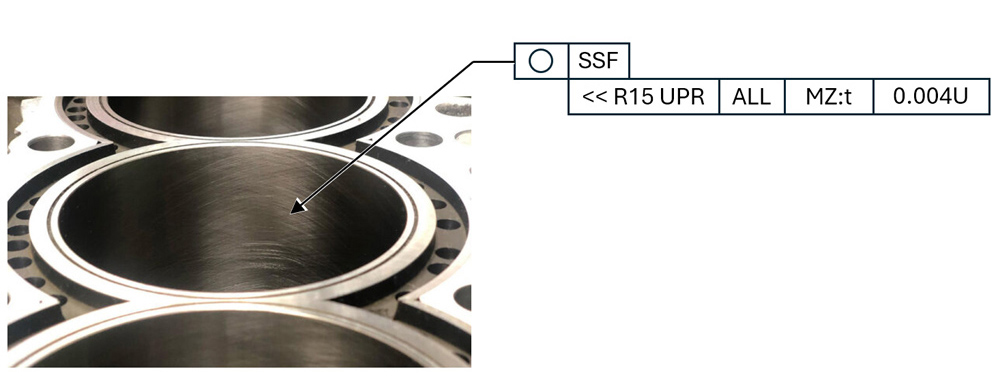
Let’s look at the elements of this roundness SSF:
Filter type and limits. This indicates that we are interested in frequencies less than 15 undulations per revolution (UPR) around the surface.

In other words, we are interested in the widely spaced lumps/waves around the surface as these relate to sealing. The “R” indicates that we are interested in the shape produced by a “robust” filter – one that is not influenced by outliers such as deep valleys or pores.
Evaluation extent. This element indicates that the specification applies to the entire circular feature – not just a small arc, but a full circle.

Controlled quantity. This element defines the numerical value that is being controlled. In this case, we are controlling the total (t) roundness relative to the Minimum Zone reference.

Tolerance specification. Lastly, we state the limit value (or tolerance limit). In this case, we have an upper limit of 4 µm.

This SSF indicates that we are interested in the functional shape that resides within the cylinder bore, which is shown below. This is the scaled version of the same polar plot show above.
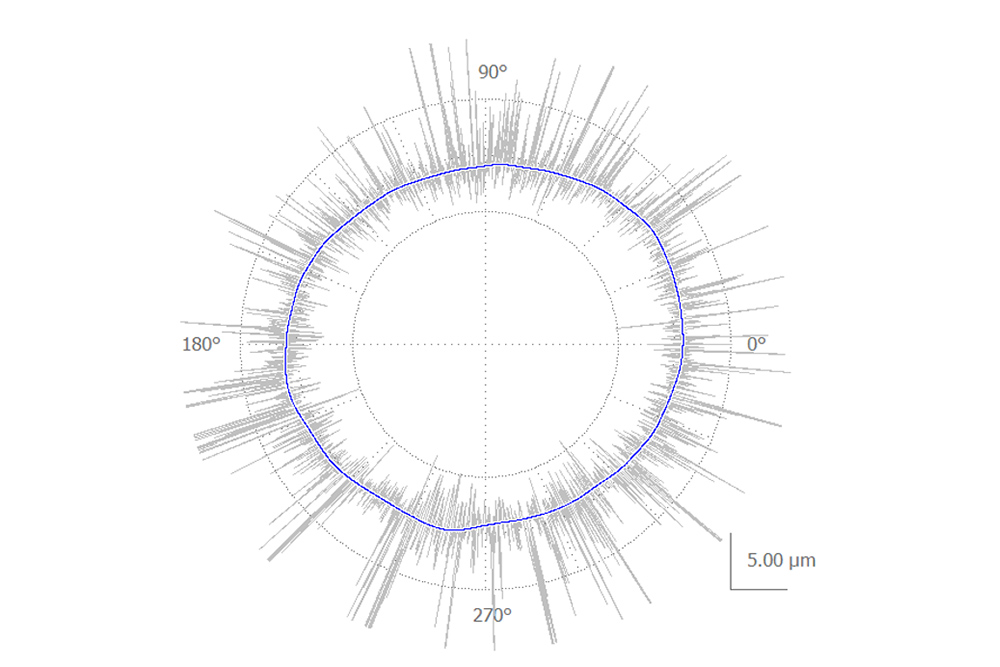
Here we can see the general “shape” that matters to the piston rings – plotted in blue. The 15 UPR, robust roundness filter suppresses the deep pores and the fine peaks that we know will be removed during break-in.
The SSF provides a way for the designer to define what we really need to control, and it gives the quality team the exact requirements needed to measure that quantity.
If you have any questions regarding Y14.49 and how to interpret the new SSF, or if you’d like training on this new standard – contact us! We’d be glad to help.