 In recent years, one of the most commonly asked questions in surface measurement is, “How do I do R&R studies for my surface finish instruments?”
In recent years, one of the most commonly asked questions in surface measurement is, “How do I do R&R studies for my surface finish instruments?”
Perhaps a better question should be, “Should I use an R&R study when dealing with surface finish?” In many cases, the answer should be a strong “No!” In other cases, the answer could be “Maybe, but be very careful.”
Repeatability and Reproducibility (R&R) studies are used in the assessment of many measurement systems… in many cases these studies can be quite useful in determining an appropriate method or instrument. However, this may not necessarily be the case in surface finish measurement.
Better may not always be better!
For a simple measurement devices, such as a calipers or micrometers, the measurement is static and one-dimensional. If the device has good repeatability, it can be adjusted to give good accuracy and then the device is deemed acceptable. In the case of dynamic or measurements such as surface finish measurement (including roughness, waviness and profile), better repeatability may not mean a better gage. For example, a relatively “dead” instrument may repeat very well, but the measured values are meaningless as the instrument doesn’t have the ability to detect the actual surface features. Furthermore, the values produced by surface finish instruments cannot be “adjusted for accuracy by shifting the zero point” as is the case with one-dimensional instruments. If the surface finish instrument measures too low for a given surface, it may not measure too low on a different surface.
If you want the best possible repeatability – just unplug the gage! If you want to determine how good your instrument is you need a better method.
The surface is your enemy
When performing a traditional R&R study, one of the assumptions is that you can measure the same thing multiple times. Unfortunately, this is nearly impossible in surface measurement – particularly in profile (stylus-based) measurements. In these measurements, the stylus tip interacts with the surface in a path that is on the order of one micrometer wide. To place the stylus in exactly the same position for repeat measurements is nearly impossible. Furthermore, the first measurement may have actually changed (e.g. scratched) the surface through the stylus contact pressure. Typically, a surface texture R&R study provides an indication of the repeatability of the fixturing – not the performance of your instrument!
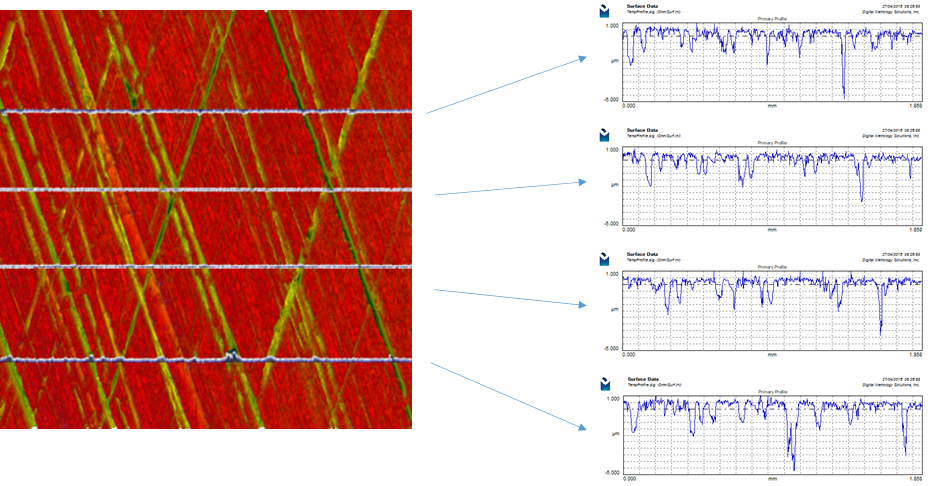
This is particularly noteworthy in measuring crosshatched surfaces – where moving the location of the profile trace, by just fractions of a millimeter, drastically changes the shape of the profile graphs and the resulting parameter values.
So what is the answer?
A better approach to assessing an instruments performance comes through the use of an uncertainty analysis. Don’t let the scare you, it is not that difficult. Uncertainty analysis gives the answer to the question “How wrong can my result be?” Look at your watch right now. Go ahead, I’ll wait. Is the time correct? Probably not. How wrong do you think it is? That’s an uncertainty estimate.
To determine the uncertainty of a roughness instrument, we can look at the factors that can influence you measurement. (This is very similar to the Failure Mode and Effect Analysis (FMEA) used in manufacturing). In surface texture measurement these may include factors such as: (in no particular order)
- Traceability / Masters. Is a micron on the graph really a micron?
- Linearity. Do I get the same answer at different probe positions?
- Noise. Is that signal really the surface?
- Frequency Response. Can I see all wavelengths—long and short?
- Datum Straightness. Is that waviness really in my part?
- Software and Math. Is 2+2 really equal to 4.00001?
Digital Metrology has extensive experience in surface texture uncertainty analysis along with a set of test standards and procedures related to each of these error sources. Once quantified, these error sources can be combined to give an estimated measurement uncertainty for your particular instrument and measurement application. Coupling this instrument uncertainty with the “in-part variation” is useful in determining the number of measurements and the impact on process capability parameters such as Cpk. Most of the time, these have revealed very interesting results.
More Questions
Contact Digital Metrology today!