In a recent article we talked about applications where a stylus may be the best measurement option and others where optical measurement is preferable.
Here’s another interesting case: a Mahle HV385 thermal spray coated piston ring, courtesy of Andy Durham from Durham Racing Engines.
Measuring the piston ring with an optical 3D profiler
Here is a 3D texture map. You can see the interesting, porous surface texture with a relatively smooth upper “plateau” surface.
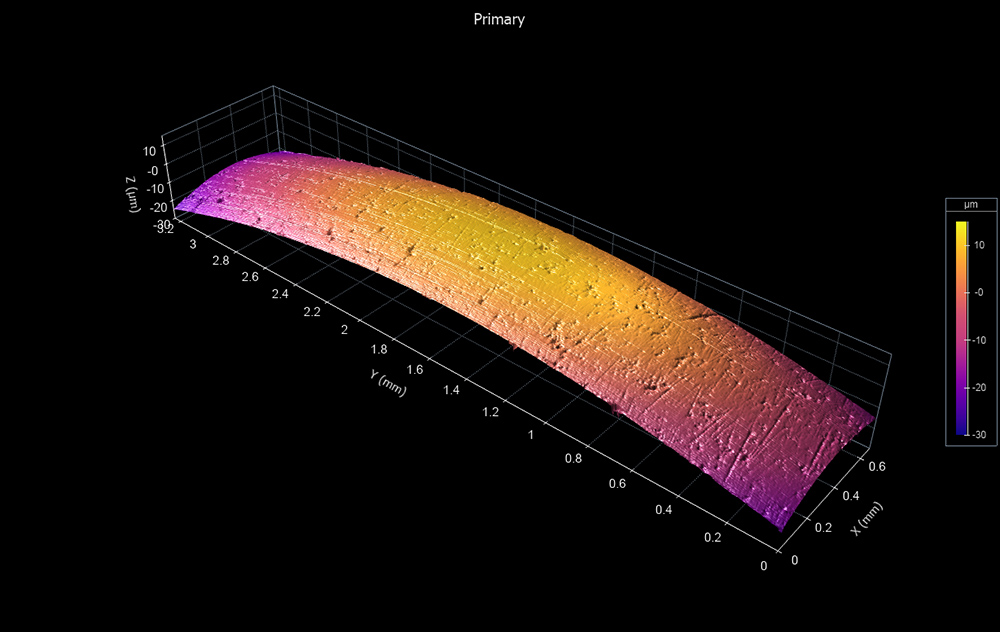
This measurement was very easy to acquire with a 3D optical system (in this case, a Sensofar S Lynx 2, 20X magnification, in CSI mode).

Could we measure the piston ring with a stylus?
Let’s think about trying to measure this surface with a stylus. First, the face is very narrow—slightly less than a millimeter wide. It would be difficult to place a stylus on this surface to make a profile trace along the ring’s circumference (upper left to lower right in the above image). We’d have to be diligent with the alignment to keep the stylus from falling off the edge.
Furthermore, there are circumferential valleys in the surface texture, as shown in the smaller section below. A circumferential profile measurement would not detect these important features. A radial measurement (across the ring) would be even more difficult as the stylus would likely have to start or end in an “out of range” position.
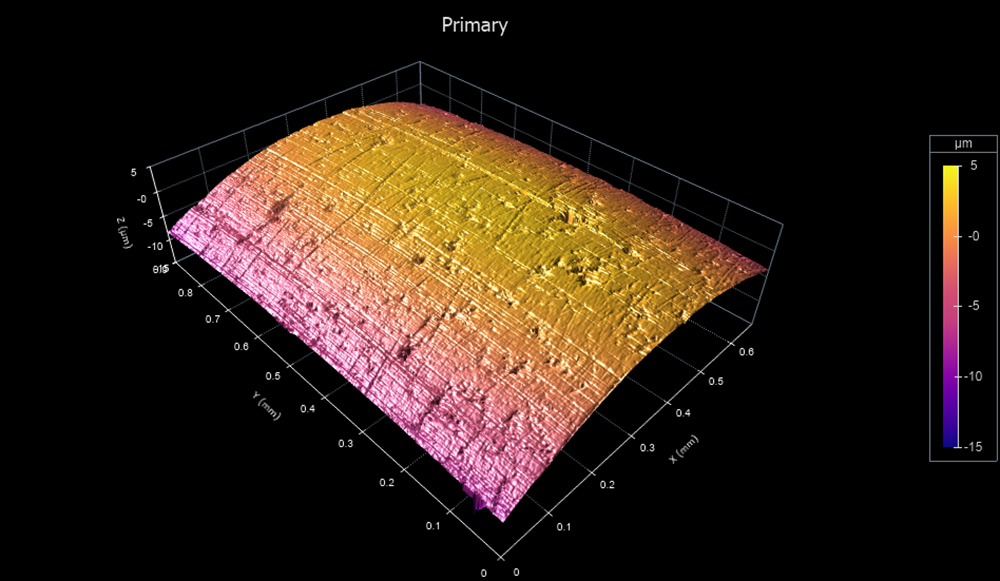
Finally, the pores in the surface are randomly scattered. A single profile trace may not assess the full geometry of the pores; we could not guarantee that we’d captured their actual depth and geometry.
So, for this application, 3D optical measurement proved to be the better option. Since it is a non-contact method, we had no trouble measuring a geometry that would be very difficult with a stylus. We completely captured the pores and grooves without issue, providing good data for analyzing these aspects of the surface.
The choice of instrument for a measurement is important—and challenging—to get right. Got a tough measurement? Contact us! We’d be happy to help.