When analyzing surface texture, we often need to separate specific features from the overall texture in order to analyze them. Isolating features from a complex background, however, isn’t always easy.
Analyzing a surface created by laser powder bed fusion (LPBF)
In laser powder bed fusion (LPBF), an additive manufacturing technique, components are built up layer-by-layer from a metal or polymer powder, which is melted to form a solid. An LPBF surface typically consists of layers of metal that have been melted and re-solidified. In some cases, the surface will also include partially melted powder particles. Manufacturers want to know the number and size of these particles—but isolating them from the “striped” pattern created by the layering process is a challenge.
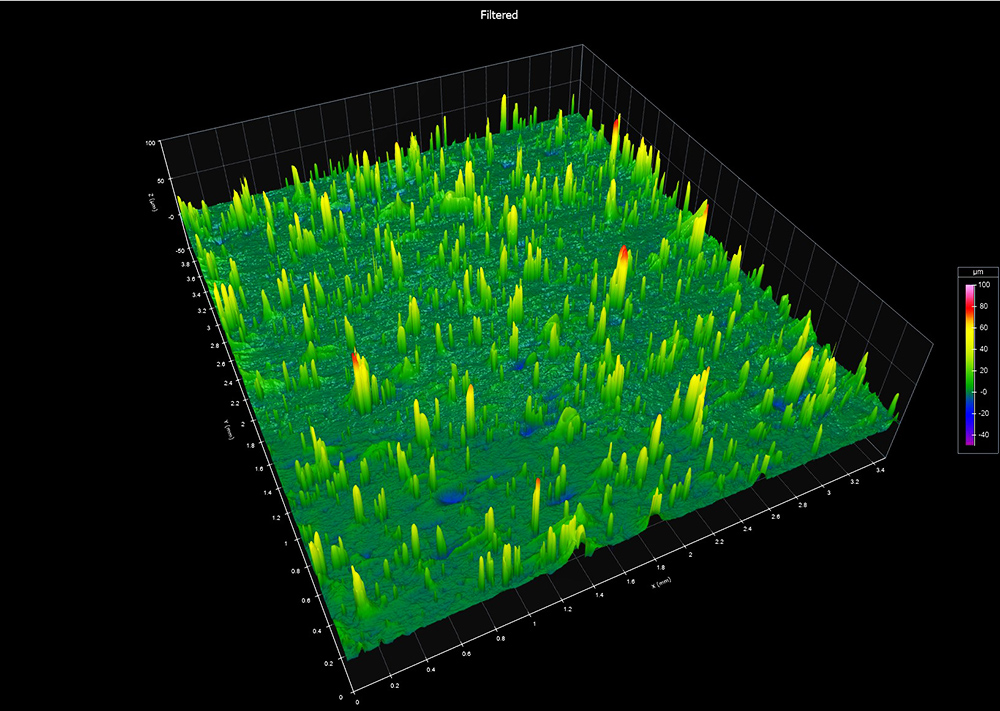
Here is a typical LPBF surface:
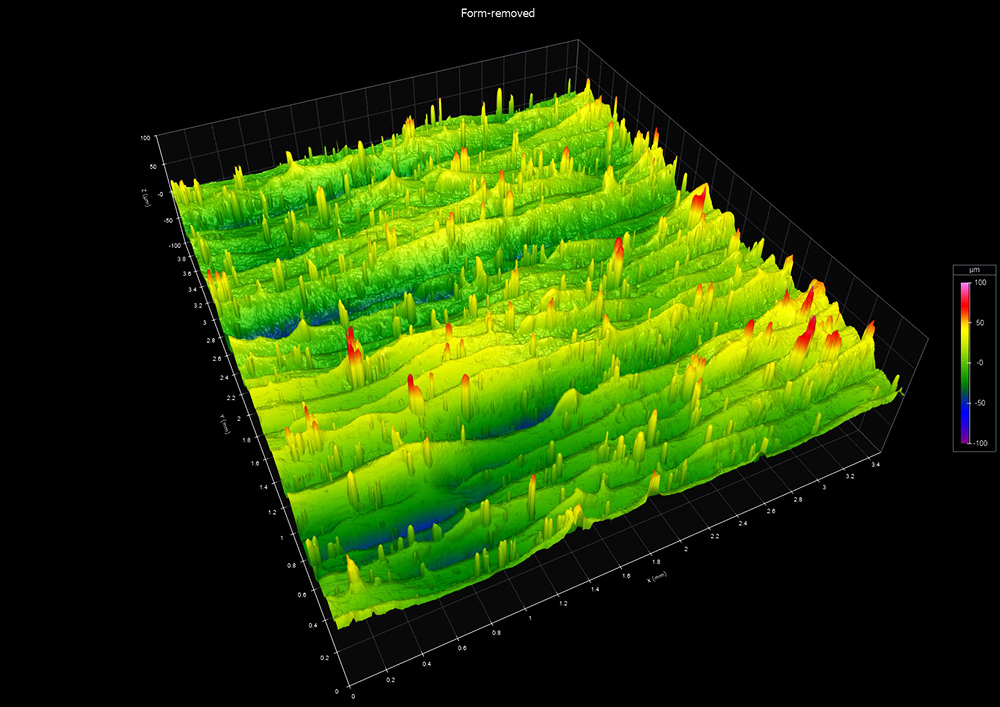
A surface created using the laser powder bed fusion (LBPF) method. Data NIST and Jason Fox.
This dataset is available in our Surface Library if you’d like to try it for yourself.
In this data, taken from a vertical wall of a sample, we can clearly see the ridge pattern from the layers of the additive process. We also see the partially melted particles (red peaks). However, since the particles are superimposed over the larger ridge pattern, and because many of the particles are in the valleys, they are difficult to discern, let alone count.
To isolate the particles, we’ll start by applying a filter to remove the “ridged pattern.” If we use a long filter (Gaussian) at 0.025 mm we can push those longer-wavelength ridges into the waviness profile.
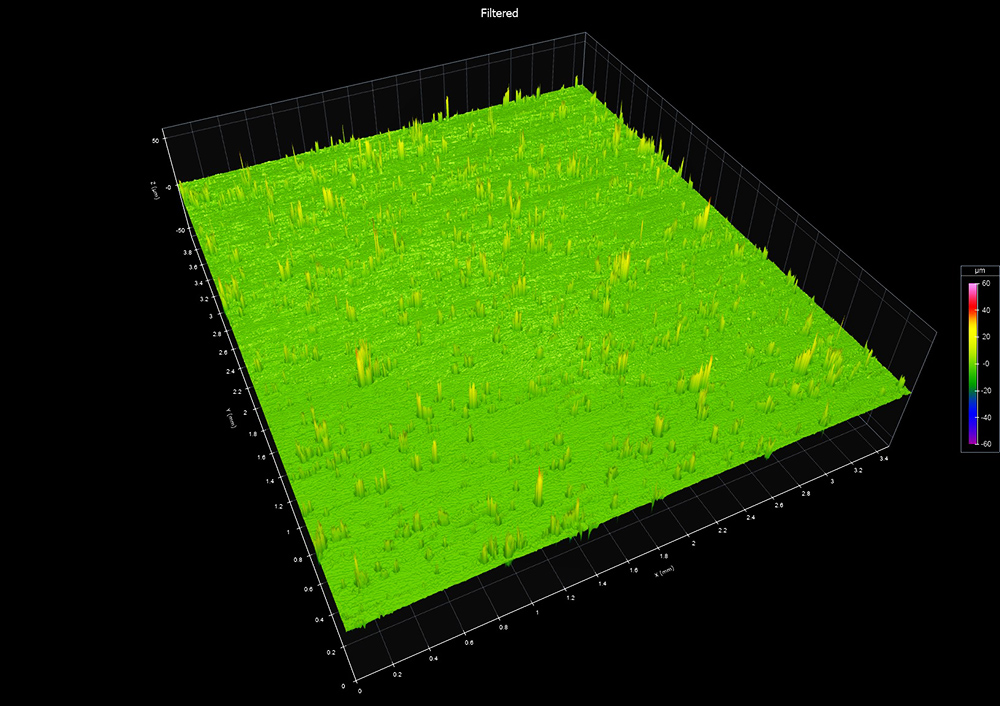
That took care of the ridges…but we lost most our peaks in the process! Let’s switch from a Gaussian to a Robust filter instead.
A little better…but we are still losing our particles.
Directional filtering
The issue we are facing is that 3D filters are typically applied in all directions. Our particles are taking a hit from the filter each time it is applied—and those particles aren’t very big to start. So, in our effort to suppress the ridges, we are also suppressing the features we care about.
One way around this is to apply different filters in the X and Y directions—a handy feature that’s a standard part of OmniSurf3D. In OmniSurf3D’s Filter settings, uncheck the Synchronize box to apply different filters in X and Y:
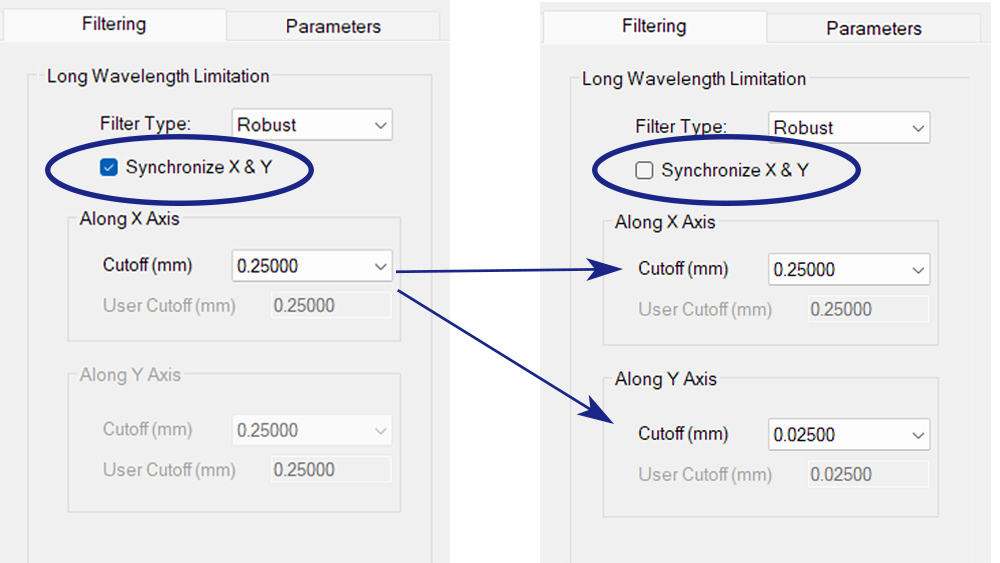
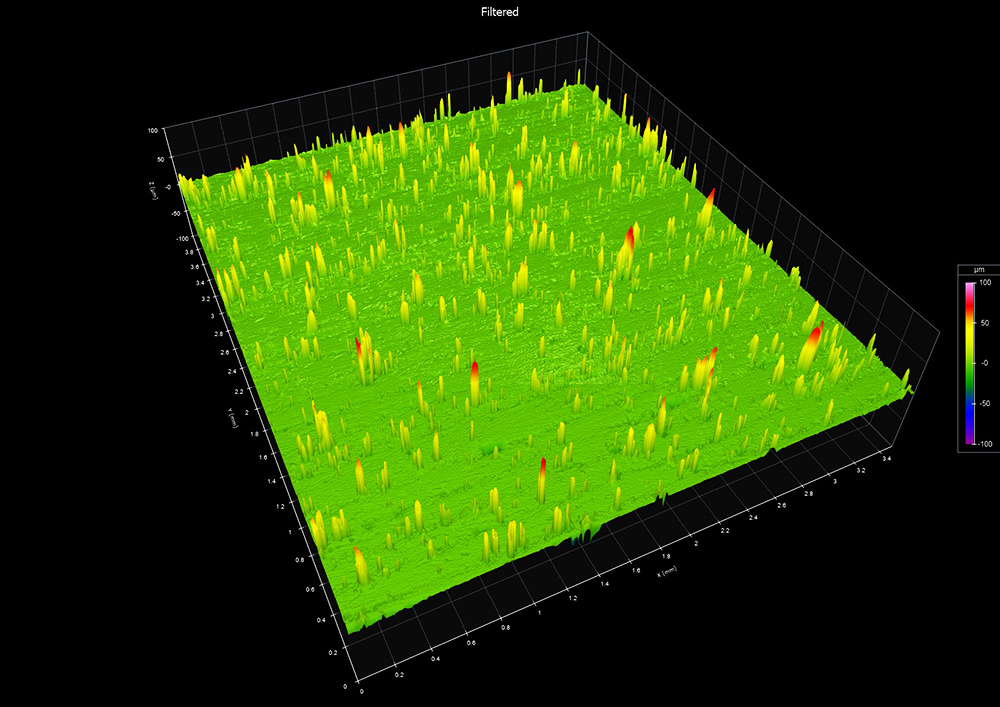
We can keep the filter along the Y direction at 0.025 mm, which we know suppresses the ridges. If we now increase the filter cutoff in the X direction to 0.25 mm, we will include larger features (i.e., the particles) in the roughness:
Now we’ve preserved the particles while suppressing the ridges. A threshold may now effectively count the particle. We could also use OmniSurf3D’s Peak Analysis to learn more about them.
Other applications
Directional filtering is useful whenever a predominant pattern makes it difficult to isolate features. For example, here is the turned surface of a brake rotor:
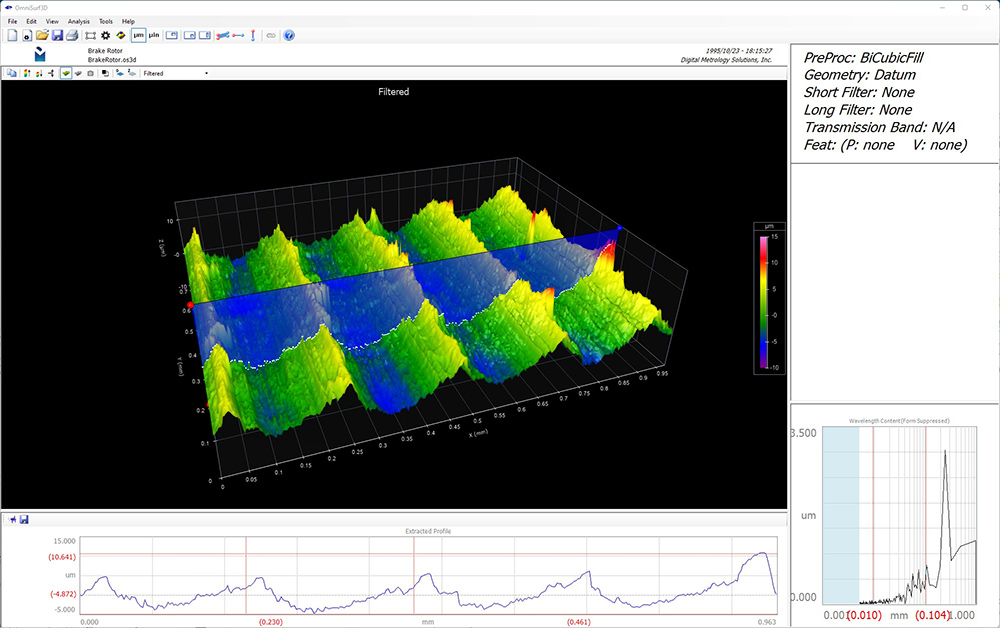
Turned surface of a brake rotor. Courtesy Michigan Metrology.
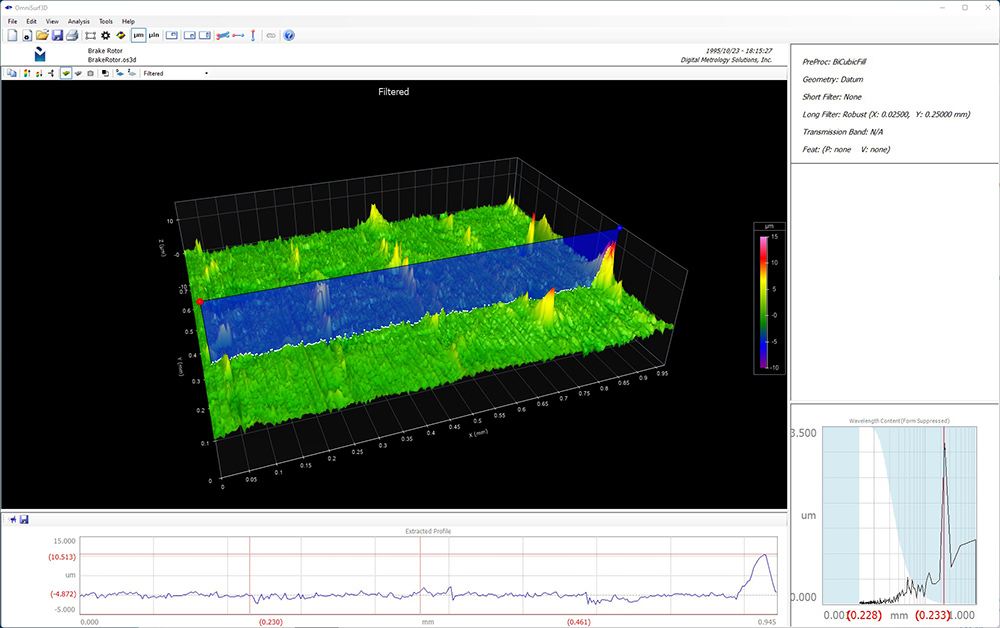
If we want to analyze the roughness on this surface (perhaps to see how well the turning tool is cutting) we need to suppress the turning pattern. From the profile and wavelength content graph above we can see that the turning pattern has a roughly 0.24 mm period. If we apply a 0.025 mm filter along the X axis and a 0.25 mm filter along the Y axis, we move the turning pattern to waviness, isolating the roughness peaks.
The Turned Brake Rotor dataset is also in our Surface Library—download it to try directional filters for yourself!